 English
English 中文简体
中文简体 Deutsch
Deutsch عربى
عربىFor any questions and feedback from customers, we will reply patiently and meticulously.
This copper-based oil drain ring is made from high-quality tin bronze through precise processing. It...
Graphite bronze wear plates are flat or shaped bearing components machined from cast bronze alloy and fitted with regularly spaced solid graphite plugs that are pressed or cast directly into holes drilled through the bronze matrix. The graphite plugs act as a built-in, self-renewing dry lubricant — as the mating surface slides across the plate, the graphite is gradually released from the plugs and forms a thin, continuous lubricating film between the contact surfaces. This self-lubricating mechanism eliminates the need for external oil or grease in most operating conditions, making these plates a highly practical solution for sliding, oscillating, or rotating contact applications where conventional lubrication is impractical, unreliable, or undesirable.
The bronze alloy used as the base material provides the structural strength, load-bearing capacity, and corrosion resistance, while the graphite delivers the lubrication. Together, these two materials create a composite wear surface that performs reliably across a wide range of temperatures, loads, and environments — including conditions where oil-based lubricants would oxidize, wash away, contaminate the product, or freeze. Graphite embedded bronze wear plates are used across industries as diverse as steel manufacturing, heavy press tooling, hydroelectric power generation, bridge engineering, and food processing, wherever sliding contact surfaces must perform with minimal maintenance over extended service life.
The performance of graphite bronze wear plates depends entirely on understanding how the solid lubricant transfer film is established and maintained during operation. Unlike fluid lubrication, where a continuous oil film separates two surfaces, solid graphite lubrication works by adhesion and transfer — a fundamentally different and in many ways more robust mechanism.
When the mating metal surface first slides across the bronze plate, the raised graphite plugs make contact and begin to smear microscopic layers of graphite onto both the plate surface and the mating surface. Within a relatively short run-in period — typically a few hours to a few days of operation depending on load and speed — a continuous thin layer of graphite builds up across both contact faces. Once this transfer film is fully established, the graphite acts as a low-shear-strength interface that prevents direct metal-to-metal contact, reducing friction coefficients to typically 0.05–0.15, which is comparable to well-lubricated conventional bearings.
The size, depth, spacing, and pattern of the graphite plugs significantly influence the lubrication performance of the plate. Plugs are typically cylindrical, ranging from 4mm to 12mm in diameter, and are distributed in a regular grid or staggered pattern across the bearing surface so that the graphite coverage ratio — the percentage of the contact area occupied by graphite — falls within an optimum range, usually 20–35%. Too little graphite coverage means insufficient lubricant transfer; too much reduces the load-bearing area of the bronze matrix and weakens the plate mechanically. The plug depth is also critical — plugs that are too shallow wear out quickly, while plugs drilled deep into the bronze act as a long-term graphite reservoir that extends service life considerably.
Graphite's lubricating ability comes from its unique layered crystal structure. Carbon atoms in graphite are arranged in flat hexagonal layers (basal planes) that are bonded strongly within each layer but held together between layers only by weak Van der Waals forces. This means the layers slide easily over each other with very little resistance, producing the characteristic slippery feel of graphite. In a bearing context, this lamellar structure allows graphite particles to shear and spread across the contact surface with minimal friction. Importantly, graphite retains this lubricating property across a very wide temperature range — from cryogenic temperatures up to approximately 400°C in non-oxidizing environments, and up to 300°C in air — far beyond the range of most conventional lubricating oils and greases.
Not all bronze alloys are equally suited to wear plate applications. The specific alloy composition determines the plate's load capacity, corrosion resistance, hardness, machinability, and compatibility with the graphite plugs. Several distinct bronze grades are commonly used in self-lubricating bronze wear plate production, each suited to different operating demands.
| Alloy Grade | Composition | Key Properties | Typical Applications |
| CuSn12 (Tin Bronze) | Cu 87%, Sn 12%, P trace | High hardness, excellent wear resistance, good load capacity | Heavy press tools, hydraulic cylinders, steel mill guides |
| CuSn8 (Phosphor Bronze) | Cu 91.5%, Sn 8%, P 0.1–0.35% | Good fatigue strength, corrosion resistant, moderate hardness | General sliding wear, marine equipment, pump components |
| CuAl10Fe3 (Aluminum Bronze) | Cu 86%, Al 10%, Fe 3%, Mn 1% | Very high strength, excellent corrosion resistance, seawater compatible | Offshore, marine, chemical processing, high-load guide plates |
| CuZn25Al5 (High-Strength Brass) | Cu 68%, Zn 25%, Al 5%, Fe/Mn traces | Cost-effective, good machinability, moderate strength | Light to medium load applications, general engineering |
| CuSn12Ni (Nickel Tin Bronze) | Cu 85%, Sn 12%, Ni 2% | Enhanced hardness and corrosion resistance over standard tin bronze | High-temperature wear applications, turbine components, forging presses |
CuSn12 tin bronze is by far the most widely used base alloy for graphite bronze wear plates in heavy industrial applications, owing to its high hardness (typically 90–110 HB) and excellent compatibility with the graphite plug drilling and pressing process. Aluminum bronze is specified when corrosion resistance in aggressive environments is the priority, while phosphor bronze grades offer a cost-effective middle ground for moderate-load general engineering applications.
When evaluating graphite bronze wear plates for a specific application, several performance parameters must be assessed against the operating conditions. Understanding what these numbers mean and how they interact is essential for making a reliable selection.
The PV value — the product of the bearing pressure in MPa and the sliding velocity in m/s — is the single most important performance parameter for any sliding bearing or wear plate. It represents the intensity of the tribological contact and determines the rate of heat generation at the sliding interface. Graphite bronze wear plates typically carry PV ratings of 0.1 to 0.5 MPa·m/s in dry operation, depending on alloy grade and graphite coverage. Exceeding the rated PV value causes accelerated wear, overheating, and eventual seizure. Note that high pressure and low speed, or low pressure and high speed, may both fall within the acceptable PV envelope — but both the individual pressure limit and the individual velocity limit must also be independently respected.
One of the principal advantages of graphite bronze wear plates over polymer-lined or oil-lubricated bearing systems is their ability to operate at elevated temperatures. Solid graphite lubrication remains effective up to approximately 300°C in oxidizing (air) environments and up to 400–500°C in inert or reducing atmospheres. The bronze alloy matrix retains adequate mechanical strength up to 200–250°C for tin bronze, and up to 300°C for aluminum bronze grades. This makes graphite plugged bronze plates the standard choice for applications involving hot tooling, glass manufacturing equipment, furnace conveyors, and forging press guides where polymer bearings and grease would rapidly degrade.
Graphite bronze wear plates can support very high static loads — up to 80–100 MPa for CuSn12 tin bronze — making them suitable for use under heavy presses, large hydraulic cylinders, and structural bridge bearings. The allowable dynamic (sliding) load is lower than the static limit, typically 20–40 MPa, because sliding contact generates heat that must be dissipated within the plate and the mating surface. The actual load limits should always be confirmed with the manufacturer's data sheet for the specific alloy and graphite configuration being used, as variations in plug geometry and alloy casting quality can significantly affect performance.
After the run-in transfer film is fully established, the friction coefficient of a well-designed graphite bronze wear plate sliding against a hardened steel counterface is typically 0.05–0.15 under dry conditions. This is significantly lower than unlubricated bronze-on-steel (0.3–0.5) and comparable to, though slightly higher than, oil-film lubrication (0.01–0.05). The friction coefficient is influenced by surface finish of the counterface (smoother is better, Ra 0.4–0.8 µm is ideal), contact pressure, sliding speed, and operating temperature. In humid or water-exposed environments, moisture can enhance graphite's lubricating performance and reduce friction coefficients further.
Graphite bronze wear plates serve a remarkably broad range of industries precisely because their self-lubricating, high-temperature, high-load capabilities solve problems that no single alternative material can address as effectively. Here is how they are applied across key industry sectors:
Steel mills represent one of the largest users of graphite bronze wear plates globally. These plates are used as guide plates, slide plates, and wear liners on continuous casting machines, rolling mill guides, slab pusher furnaces, and steel billet transfer systems. The combination of high operating temperatures (often 150–300°C), heavy loads from steel billets and slabs, and the impossibility of maintaining conventional lubrication in a hot, scale-contaminated environment makes self-lubricating bronze the only viable material. The plates are mounted on adjustable guide frames and replaced periodically as a planned maintenance item, with their wear rate serving as an indicator of the system's alignment and load distribution.
Heavy stamping presses, forging presses, and injection molding machines use graphite bronze wear plates as die set guide plates, press ram guides, and slide wear liners. In die sets, the plates are mounted on guide posts and guide bushings to maintain precise alignment between upper and lower dies during high-speed, high-force stamping cycles. The self-lubricating property is critical here because contamination of stamped parts with oil or grease — which would occur with conventional lubrication — is unacceptable in automotive, aerospace, and electronic component manufacturing. Press tooling guide plates are typically manufactured to tight dimensional tolerances (±0.01–0.02mm) to maintain die alignment accuracy over millions of press cycles.
Bridge expansion bearings, dam gate guides, sluice gate runners, and hydroelectric turbine thrust pads all use graphite bronze wear plates to accommodate slow, heavy sliding movements with zero maintenance access. In bridge bearings, the plates allow thermal expansion and contraction movements of the bridge deck — typically a few millimeters to centimeters per year — under loads of hundreds of tonnes, with a design service life of 30–50 years without relubrication. The combination of CuSn12 or aluminum bronze with graphite plugs provides the corrosion resistance needed for outdoor and submerged environments and the low friction coefficient needed to prevent excessive horizontal forces being transmitted to bridge substructure during thermal movement.
In food processing plants and pharmaceutical manufacturing facilities, lubrication contamination of the product is a critical safety and regulatory concern. Conveyor guides, oven chain slides, filling machine components, and packaging equipment slide plates all benefit from graphite bronze wear plates, which provide reliable lubrication with no risk of oil or grease migrating into the product stream. FDA-compliant graphite grades are available for direct food contact applications. The easy cleanability of bronze surfaces also facilitates compliance with sanitation requirements.
Glass forming and handling equipment operates at extremely high temperatures where conventional lubrication is completely ineffective. Graphite bronze wear plates are used as guide rails, pusher slides, and mold carrier guides in glass container forming machines, float glass lines, and ceramic kiln furniture transport systems. At temperatures of 200–400°C, the graphite plugs maintain effective lubrication while the bronze matrix retains its structural integrity, allowing these components to survive demanding thermal cycling environments that would destroy polymer or oil-lubricated alternatives within hours.

Understanding how graphite bronze wear plates compare to competing materials helps engineers make the most cost-effective choice for each application rather than defaulting to a familiar material out of habit.
| Property | Graphite Bronze | PTFE-Lined Bronze | Oil-Impregnated Sintered Bronze | Cast Iron (Unlubricated) |
| Max Operating Temp. | 300–400°C | 260°C | 80–120°C | 300°C (dry) |
| Load Capacity | Very High (up to 100 MPa static) | Moderate (up to 30 MPa) | Moderate (up to 25 MPa) | High but brittle |
| Friction Coefficient (dry) | 0.05–0.15 | 0.04–0.12 | 0.05–0.10 (with oil) | 0.3–0.5 |
| Corrosion Resistance | Good to Excellent | Good | Moderate | Poor |
| Maintenance Required | None (self-lubricating) | None | Periodic re-oiling | Regular lubrication needed |
| Impact / Shock Resistance | Good | Moderate | Moderate | Low (brittle fracture) |
| Relative Cost | Medium–High | Medium | Low–Medium | Low |
Specifying a graphite bronze wear plate correctly requires gathering accurate data about the operating conditions and translating that data into a set of material and dimensional requirements. Rushing this process by defaulting to a "standard" plate without checking the actual PV loading and temperature conditions is a common cause of premature plate failure.
Graphite bronze wear plates are designed to operate maintenance-free during their service life, but proper installation and periodic wear monitoring are essential to get the maximum service life out of each plate and to avoid unexpected failures.
Before installing new plates, thoroughly clean and inspect the mounting surface (the backing plate or housing) to ensure it is flat, free of burrs, and clean of old lubricant residue or wear debris. Any waviness or high spots in the mounting surface will be transmitted to the wear plate and create uneven load distribution, accelerating localized wear. Mounting screws should be tightened to the manufacturer's specified torque in a cross pattern to ensure even clamping pressure. Graphite plugs should be oriented with their long axis perpendicular to the sliding direction where possible, as this maximizes the graphite contact area during the transfer film formation process.
The wear life of a graphite bronze wear plate is finite and must be monitored systematically to prevent the bronze matrix from wearing through to the mounting surface, which can damage the counterface and cause sudden loss of alignment accuracy. Most plates are manufactured with a specific wear allowance — typically 3–6mm of usable wear thickness above the graphite plug depth. Establish a regular inspection interval appropriate to the operating intensity of the application and measure plate thickness or record the protruding height of the graphite plugs above the bronze surface. When the graphite plugs are flush with or recessed below the bronze surface, the plate has reached end of service life and must be replaced before the next maintenance interval.
Abnormally fast wear, scoring of the bronze surface, smearing of bronze onto the counterface, or cracking of graphite plugs are all signs that something is wrong with the operating conditions or the installation. Common causes include overloading beyond the PV rating, contamination of the sliding interface with abrasive particles such as scale or sand, misalignment causing edge loading on the plate, an excessively rough or soft counterface, or incorrect alloy selection for the temperature conditions. Investigating and addressing the root cause before installing replacement plates avoids repeating the same failure and wasting the cost of new components.
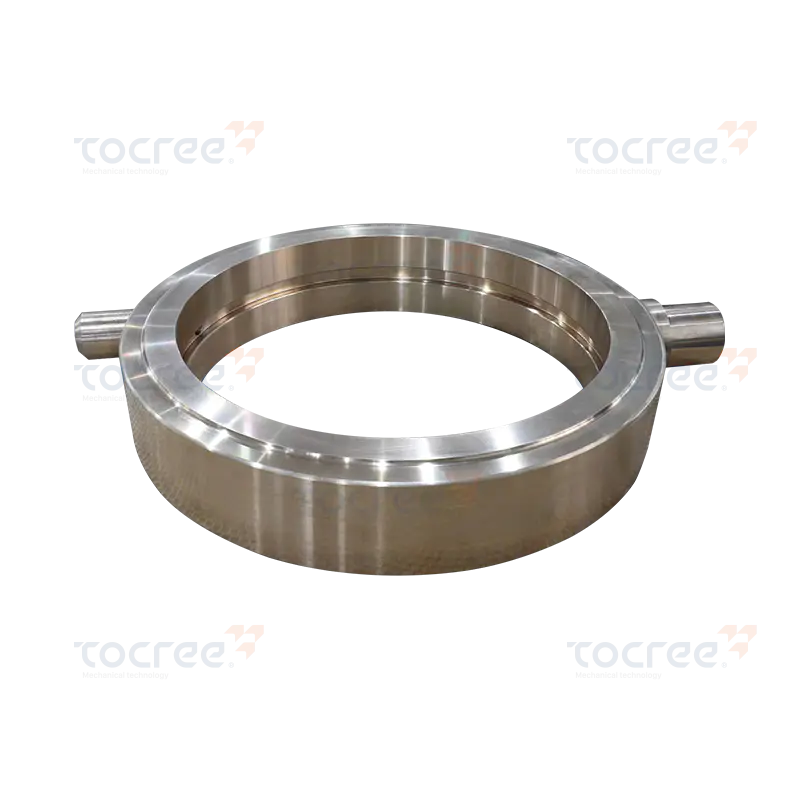
This copper-based oil drain ring is made from high-quality tin bronze through precise processing. It...

The octagonal bushing made of CuSn6Zn6Pb3 (tin bronze) and graphite precision machining is a self-lu...

Single-flange self-lubricating bearing (with graphite embedding) is a high-performance solid self-lu...

The copper-based graphite gasket is made of high-quality copper-zinc alloy as the base material. Its...

This straight sleeve is made of aluminum bronze alloy as the base material. According to customer re...

This bronze sleeve is made of tin bronze as the base material. The blank piece is produced through c...
Copyright © 2025 Jiashan Tocree Machinery Co., Ltd. All Rights Reserved.
Customized Copper Alloys Machinery Parts
