 English
English 中文简体
中文简体 Deutsch
Deutsch عربى
عربىFor any questions and feedback from customers, we will reply patiently and meticulously.
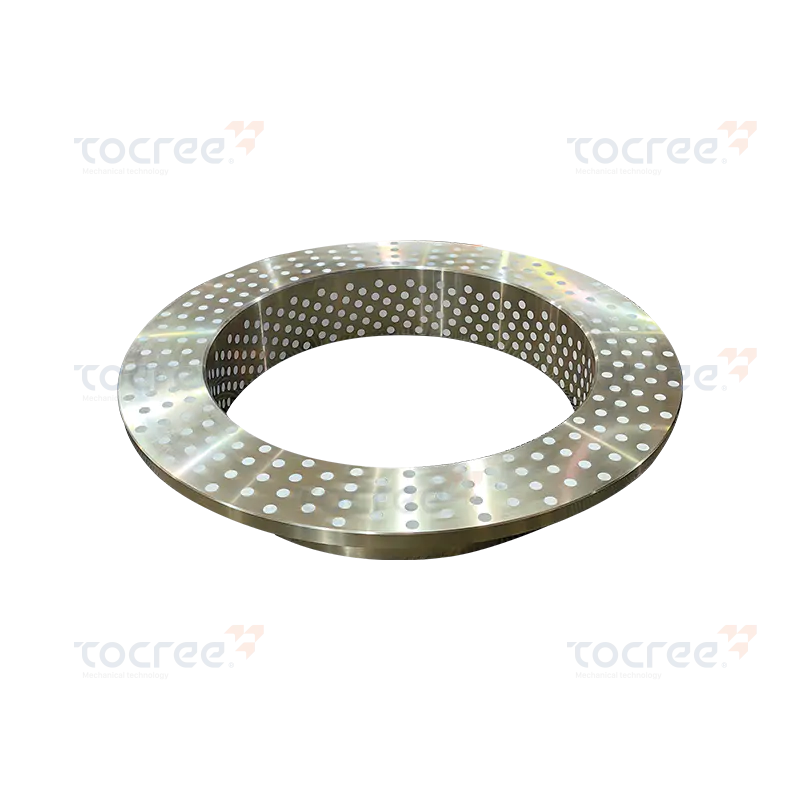
Material structure: Cast aluminum brass CuZn25Al6Fe3Mn3, with graphite insert. Application features:...
A flanged self-lubricating bearing is a plain bearing that combines two important design features into a single component: a flange — a radially extending collar at one end of the bearing — that provides axial location and load-bearing capability, and a self-lubricating liner or material that eliminates the need for external grease or oil during operation. The bearing's inner bore supports a rotating or oscillating shaft radially, while the flange rests against a housing face or shoulder to resist axial forces and prevent the bearing from migrating along the shaft axis during use. The self-lubricating property comes from solid lubricants embedded in, impregnated into, or bonded to the bearing's running surface — typically PTFE (polytetrafluoroethylene), graphite, molybdenum disulfide (MoS₂), or oil-impregnated sintered bronze — that continuously transfer a thin lubricating film to the mating shaft surface during operation without any external lubrication input.
Also referred to as a flanged bushings self-lubricating bearing, flange type oil-free bearing, or flanged maintenance-free bearing, this component solves one of the most persistent challenges in mechanical design: how to support a shaft or pivot in a location where regular lubrication access is difficult, impractical, or impossible. From automotive suspension pivots and agricultural machinery joints to food processing conveyors and precision medical equipment, flanged self-lubricating bearings enable reliable, maintenance-free operation in applications where conventional lubricated bearings would require unacceptable maintenance frequency or would contaminate the process environment with grease or oil.
The flange is far more than a positioning convenience — it fundamentally changes what the bearing can do in an assembly. A standard cylindrical plain bushing or sleeve bearing supports only radial loads: forces acting perpendicular to the shaft axis. The moment any axial force is introduced — thrust from a helical gear, force from a lever arm, spring preload along the shaft, or gravity acting on a vertically oriented shaft — a standard bushing has no mechanism to react that force and the shaft migrates axially until it contacts something else, typically causing unintended contact, noise, wear, or misalignment elsewhere in the assembly.
The flange on a flanged self-lubricating bearing directly addresses this limitation. The flange face, pressed against a machined housing shoulder or captured between two faces in the assembly, reacts axial forces with its full face area, distributing the load over a much larger surface than a simple end contact would provide. This simultaneously reduces surface pressure (extending bearing life under combined loading), eliminates axial shaft migration, and provides a precise, repeatable axial location reference for the shaft or rotating component. In many designs, the flange also serves as a thrust washer surface for a rotating component face, eliminating the need for a separate thrust washer and simplifying the assembly while reducing component count and cost.
The material composition of a flanged self-lubricating bearing determines virtually every performance characteristic — load capacity, speed limit, temperature range, chemical resistance, and effective service life. The major material families used in flanged maintenance-free bearings each offer a distinct performance envelope suited to specific application conditions.
The most widely used flanged self-lubricating bearing construction in demanding industrial applications consists of a steel backing — typically low-carbon steel or stainless steel — with a sintered bronze interlayer onto which a PTFE-based sliding layer is bonded. The PTFE layer, typically 0.01–0.03mm thick and often modified with fillers such as lead, glass fiber, or carbon fiber to improve load capacity and wear resistance, provides the self-lubricating surface. This three-layer construction — steel/bronze/PTFE — combines the structural strength of the steel backing to handle high loads with the exceptional low-friction and chemical resistance properties of PTFE. These bearings operate effectively at static loads up to 250 MPa, dynamic loads up to 140 MPa, temperatures from -200°C to +280°C, and PV (pressure × velocity) values up to approximately 0.10 MPa·m/s, making them suitable for a very broad range of industrial pivot and oscillating applications.
Sintered bronze flanged self-lubricating bearings are manufactured by compacting bronze powder into a flange-bearing shape and sintering it at high temperature to create a porous metallic structure. The pores — typically constituting 20–30% of the bearing volume — are then impregnated with lubricating oil under vacuum. During operation, the thermal expansion of the bearing material as it warms up pumps a small quantity of oil from the pores to the bearing surface, lubricating the shaft. As the bearing cools during rest periods, the oil is reabsorbed. This self-replenishing oil supply mechanism allows sintered bronze flanged bearings to operate maintenance-free for millions of cycles in moderate-load, moderate-speed applications. They are economical, proven, and widely used in household appliances, power tools, automotive accessories, and general machinery with moderate PV requirements.
Solid bronze flanged bearings with graphite plugs pressed into machined holes in the bearing surface represent a premium option for high-temperature, high-load applications where oil-based lubrication would oxidize or evaporate and PTFE-lined bearings would be thermally overstressed. The graphite plugs transfer a solid lubricant film to the mating shaft surface during rotation or oscillation, maintaining lubrication at continuous temperatures up to 400°C or higher depending on the specific graphite compound used. These bearings are common in industrial ovens, kilns, high-temperature conveyor systems, steel mill equipment, and glass manufacturing machinery where the operating environment precludes any organic lubricant and demands a truly inorganic, high-temperature capable bearing solution.
Flanged self-lubricating bearings manufactured from engineering polymers — including PEEK, acetal (POM), nylon (PA), UHMWPE, and PTFE compounds — offer corrosion immunity, electrical insulation, low weight, and chemical resistance that metallic bearings cannot match. Polymer flanged bearings are the standard choice for food processing machinery (where metal-free construction is required by food safety regulations), marine and offshore applications (where seawater would corrode metallic alternatives), chemical processing equipment, and medical devices. Polymer bearings typically have lower load capacity and thermal conductivity than metallic types but perform excellently within their design envelope and require zero maintenance in service.
Selecting the most appropriate flanged self-lubricating bearing material for an application requires comparing the key performance parameters of each type against the specific operating requirements. The following table summarizes the primary performance characteristics of the main bearing material families:
| Material Type | Max Load (MPa) | Temp Range (°C) | Corrosion Resistance | Best For |
| Steel/Bronze/PTFE | 140–250 | -200 to +280 | Good (SS backing: excellent) | High-load oscillating, pivots |
| Sintered Bronze/Oil | 30–80 | -20 to +120 | Moderate | Moderate speed, general machinery |
| Solid Bronze/Graphite | 80–200 | -50 to +400+ | Good | High temperature, heavy industry |
| Engineering Polymer | 10–60 | -40 to +250 | Excellent | Food, chemical, marine, medical |
| PEEK Composite | 40–100 | -60 to +250 | Excellent | High-performance polymer applications |
Flanged self-lubricating bushings are manufactured to standardized dimensional series that simplify interchangeability and housing design. Understanding the key dimensional parameters and relevant standards enables engineers to specify bearings correctly and source them from multiple qualified suppliers.

Flanged oil-free bearings find application wherever shaft support combined with axial location and maintenance-free operation are simultaneously required. The breadth of industries and applications where these bearings are specified reflects the universal appeal of eliminating lubrication maintenance while adding axial constraint capability.
Automotive applications include suspension arm pivots, steering linkage joints, throttle body pivots, door hinge pins, seat adjustment mechanisms, and brake pedal pivot points — all locations where regular lubrication access is impractical and where the combination of radial and axial load support is needed. Steel-backed PTFE flanged bearings are the standard in these applications because they tolerate the combined radial and thrust loads of suspension geometry, operate reliably across the full automotive temperature range, and require zero maintenance over the vehicle's lifetime.
Agricultural equipment including planter pivot joints, header lift arm pivots, combine harvester rotor pivots, and cultivator toolbar connections experience contaminated environments with soil, dust, water, and agrochemicals that would rapidly flush conventional grease lubrication from a standard bearing. Flanged self-lubricating bearings — particularly bronze/graphite types for their dirt tolerance and PTFE-lined types for their chemical resistance — provide reliable maintenance-free operation in these punishing conditions. Construction equipment pivot points on excavator arms, loader linkages, and compactor drum bearings similarly benefit from maintenance-free flanged bearing solutions that eliminate the lubrication servicing burden in remote job site environments.
Food processing machinery requires bearings that operate without grease or oil contamination risk in zones where food product contact is possible, tolerate washdown with aggressive cleaning chemicals, and meet food safety material regulations such as FDA 21 CFR and EU 10/2011 for food contact materials. Polymer flanged self-lubricating bearings — particularly acetal, UHMWPE, and food-grade PTFE composite types — meet all these requirements. Their immunity to the acids, alkalis, and sanitizers used in food plant cleaning, combined with their maintenance-free operation, makes them the default bearing specification for conveyor chain links, mixer paddles, filling machine cam followers, and portioning equipment pivot joints.
Robotic arm joints, linear guide pivots, gripper mechanisms, and conveyor transfer joints in automated manufacturing systems require precise, repeatable bearing performance with zero lubrication maintenance — lubrication intervals are incompatible with the continuous, unattended operation of automated production lines. Flanged self-lubricating bearings deliver the dimensional accuracy and positional repeatability needed for consistent robot performance while the flange provides the axial location precision essential for maintaining tool center point (TCP) accuracy over millions of cycles.
Even the highest quality flanged self-lubricating bearing will underperform or fail prematurely if installed incorrectly. The following installation practices are essential for achieving the full designed service life of these components.
With multiple material types, size ranges, and performance grades available from numerous manufacturers, selecting the optimal flanged self-lubricating bearing for a new design or a replacement application follows a systematic evaluation process. Working through the following parameters in order provides a structured path to the correct specification:

Material structure: Cast aluminum brass CuZn25Al6Fe3Mn3, with graphite insert. Application features:...

This Bimetal Self-Lubricating Spherical Bearing is engineered for high performance and durability, f...
The PTFE single-flange solid self-lubricating copper sleeve is a high-performance mechanical compone...
This copper-based oil drain ring is made from high-quality tin bronze through precise processing. It...

The L-shaped solid self-lubricating slider is made by embedding high-purity graphite solid lubricant...

This spherical self-lubricating copper sleeve is made from high-strength high-strength brass as the ...
Copyright © 2025 Jiashan Tocree Machinery Co., Ltd. All Rights Reserved.
Customized Copper Alloys Machinery Parts
