 English
English 中文简体
中文简体 Deutsch
Deutsch عربى
عربىFor any questions and feedback from customers, we will reply patiently and meticulously.
This aluminum alloy frame is specially designed to meet the application requirements of the vehicle....
When people talk about aluminum alloy steel mechanical parts, they are usually referring to precision-machined components made from either aluminum alloys, alloy steels, or a combination of both within the same assembly. These parts are the backbone of modern mechanical systems — found in everything from automotive drivetrains and aerospace frames to industrial machinery, robotics, and consumer electronics. The term covers a wide family of components including brackets, housings, shafts, gears, flanges, fasteners, and structural frames, all manufactured from engineered metal alloys selected for their specific mechanical properties.
Aluminum alloys are metallic materials in which aluminum is the primary element, combined with copper, magnesium, silicon, zinc, or manganese to enhance strength, hardness, or corrosion resistance. Alloy steels, on the other hand, are iron-based materials with deliberate additions of chromium, nickel, molybdenum, or vanadium to improve toughness, wear resistance, or hardenability beyond what carbon steel alone can offer. Understanding which material belongs in which part of a mechanical assembly is the starting point for any successful engineering or procurement decision.
Choosing between aluminum alloy and alloy steel for a mechanical part is not simply a matter of picking the stronger material. It requires balancing weight, strength, machinability, cost, and the specific demands of the operating environment. The two material families differ significantly across every one of these dimensions.
| Property | Aluminum Alloy | Alloy Steel |
| Density | ~2.7 g/cm³ (lightweight) | ~7.8 g/cm³ (heavy) |
| Tensile Strength | 200–700 MPa | 500–1900 MPa |
| Corrosion Resistance | Excellent (natural oxide layer) | Moderate (requires coating) |
| Machinability | Very easy, fast cutting speeds | Moderate to difficult |
| Thermal Conductivity | High (~160 W/m·K) | Low (~30–50 W/m·K) |
| Wear Resistance | Lower (can be improved by anodizing) | High (especially hardened grades) |
| Relative Cost | Higher raw material cost | Generally lower per kg |
In practice, aluminum alloy parts dominate wherever weight savings are a priority — aerospace structures, automotive suspension components, bicycle frames, and portable equipment housings. Alloy steel parts take over where high load-bearing capacity, fatigue strength, or surface hardness are non-negotiable — gearboxes, crankshafts, heavy-duty fasteners, and cutting tools being classic examples.
Not all aluminum alloys and alloy steels are created equal. Within each family, specific grades are formulated for specific mechanical roles, and specifying the wrong grade is one of the most common and costly mistakes in parts procurement.
The machining behavior of aluminum alloys and alloy steels is fundamentally different, and understanding this gap helps both engineers designing parts and buyers evaluating quotes. Machining costs, lead times, and achievable tolerances all depend heavily on the material in question.
Aluminum is one of the most machinable metals available. CNC milling and turning of aluminum alloys can run at cutting speeds 3 to 5 times faster than steel, drastically reducing cycle times and tool wear. Carbide or high-speed steel (HSS) tooling both work well. The main challenges with aluminum machining are built-up edge (BUE) — where soft aluminum sticks to the cutting tool — and the tendency of the material to produce long, stringy chips that can tangle in the machine. High rake angle tooling, polished flutes, and adequate coolant flow are the standard solutions. Tight tolerances down to ±0.01 mm are routinely achievable on well-maintained CNC equipment.
Alloy steels are significantly harder to machine, particularly in heat-treated or hardened conditions. Cutting speeds must be reduced, carbide tooling is essentially mandatory for production volumes, and tool life is dramatically shorter than with aluminum. Harder grades like D2 tool steel often require grinding or EDM (electrical discharge machining) rather than conventional cutting. The upside is that alloy steel holds tighter tolerances more predictably under cutting forces than aluminum, and the finished surfaces are less prone to burring on sharp edges. For high-volume steel parts, optimizing cutting parameters, tool geometry, and coolant strategy is essential to keeping per-part costs under control.

Raw machined aluminum alloy and steel parts are rarely used without some form of surface treatment. The right treatment can dramatically extend service life, improve corrosion resistance, reduce friction, and enhance appearance — all without changing the core geometry of the part.
Even the best-specified and best-manufactured aluminum alloy and alloy steel mechanical parts will eventually wear, corrode, or fatigue if not properly maintained. A structured maintenance approach extends service life, reduces unplanned downtime, and gives early warning of impending failure.
Regularly inspect load-bearing and wear-exposed parts for visible signs of degradation: surface pitting or white powdery deposits on aluminum parts indicate corrosion; rust streaks or flaking on steel parts signal coating breakdown. Dimensional checks on critical features — shaft diameters, bore dimensions, thread engagement lengths — should be performed at scheduled intervals using calibrated gauges. Any measurement that falls outside the original design tolerance is grounds for replacement, not just observation.
Sliding and rotating alloy steel parts require consistent lubrication to minimize adhesive and abrasive wear. The correct lubricant type (grease, oil, or dry film) and re-lubrication interval should follow the OEM's specification — using the wrong viscosity or over-greasing sealed bearings are both common maintenance errors that accelerate wear rather than prevent it. For aluminum parts running against steel, galvanic and tribological compatibility must be considered; aluminum-on-steel sliding contacts often benefit from PTFE or molybdenum disulfide (MoS₂) based dry film lubricants rather than conventional oil.
High-cycle fatigue is a silent failure mode in both aluminum alloy and alloy steel parts subjected to repeated loading. Cracks initiate at stress concentrations — holes, keyways, sharp corners, surface scratches — and propagate with each load cycle until sudden fracture occurs. Non-destructive testing (NDT) methods including dye penetrant inspection (DPI) for aluminum and magnetic particle inspection (MPI) for steel can detect surface cracks before they reach critical length. For safety-critical parts in aerospace, automotive, or heavy machinery applications, NDT should be incorporated into scheduled overhaul procedures at intervals defined by the fatigue life analysis of the component.
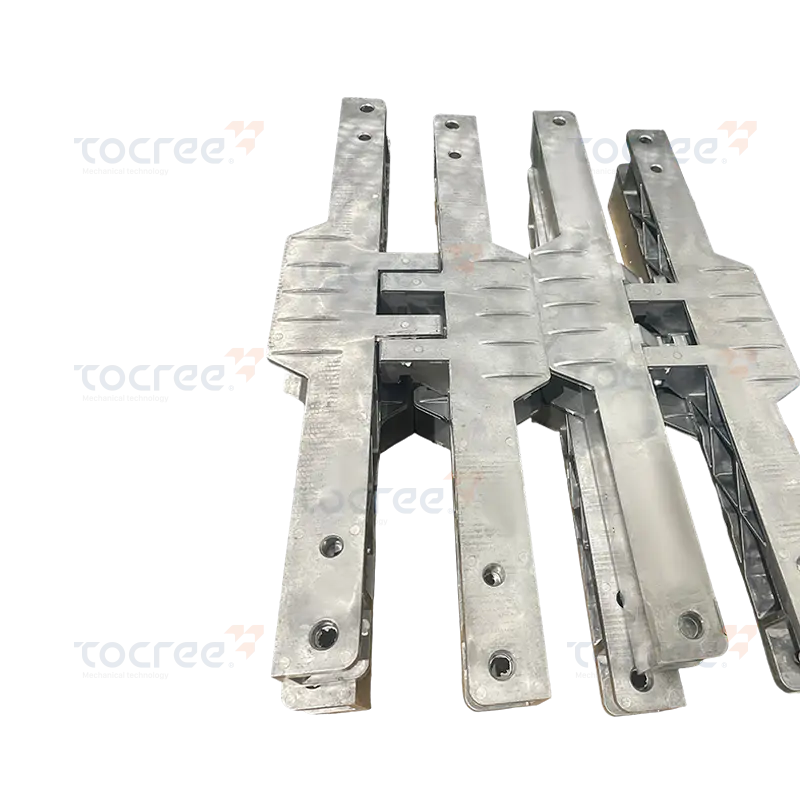
This aluminum alloy frame is specially designed to meet the application requirements of the vehicle....

This aluminum alloy fixing block is made from 6063 aluminum alloy as the base material. After T5 hea...

This type of screw is made from high-strength 42CrMo4 alloy steel, which is treated through quenchin...
This copper-based oil drain ring is made from high-quality tin bronze through precise processing. It...
The Copper-Steel Bimetal Thrust Plate is a high-performance component designed for demanding mechani...

The Bronze-Steel Flanged Bushing combines the benefits of SCM435 alloy steel and high-strength brass...
Copyright © 2025 Jiashan Tocree Machinery Co., Ltd. All Rights Reserved.
Customized Copper Alloys Machinery Parts
