 English
English 中文简体
中文简体 Deutsch
Deutsch عربى
عربىFor any questions and feedback from customers, we will reply patiently and meticulously.
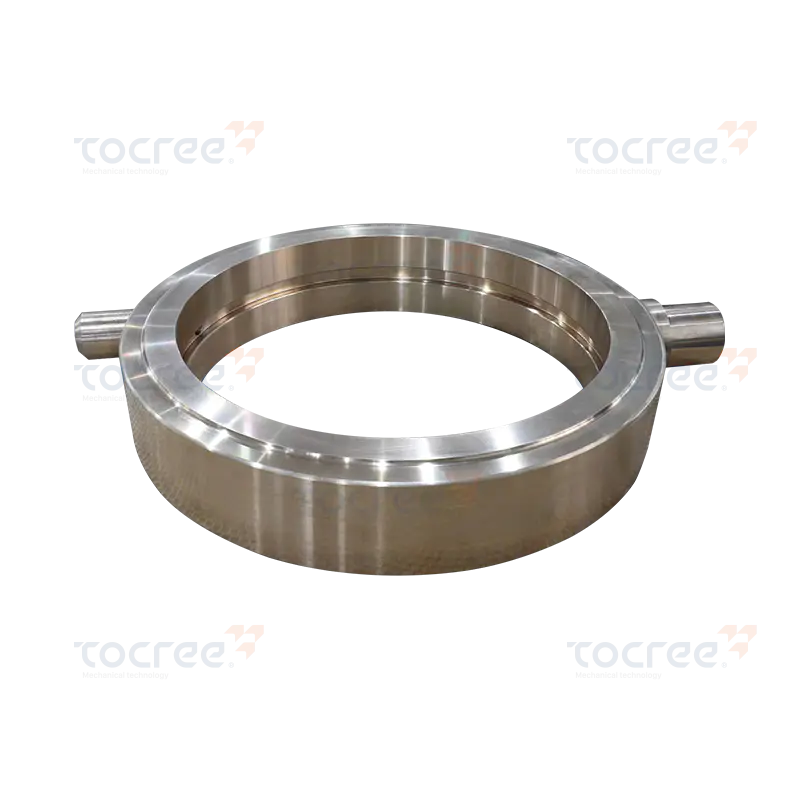
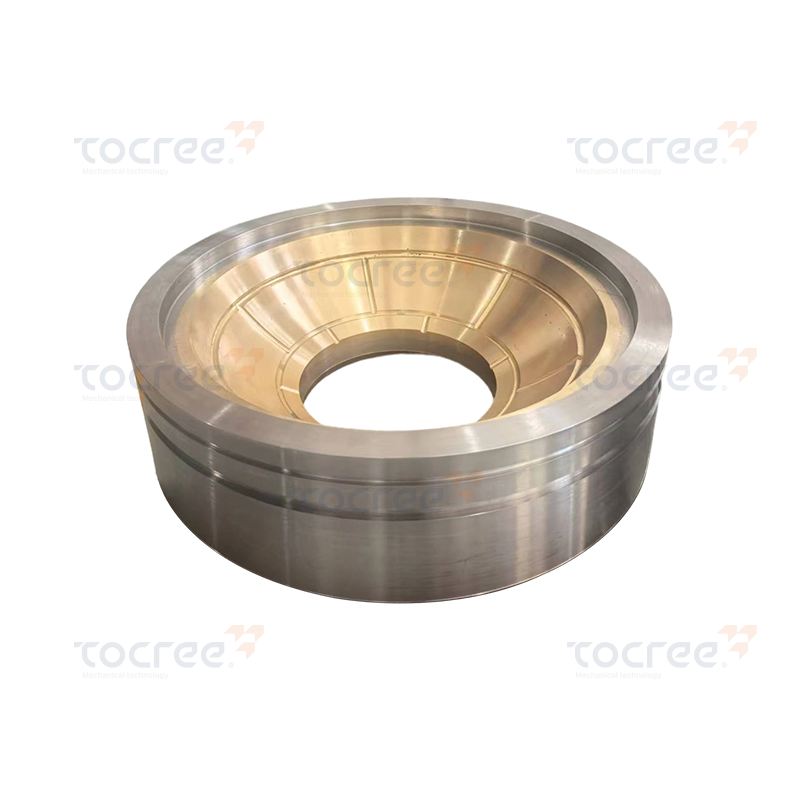
This copper-based oil drain ring is made from high-quality tin bronze through precise processing. It...
Tin bronze — a copper-based alloy containing 8–12% tin along with small amounts of phosphorus, zinc, or lead depending on the grade — has been used in sliding and bearing applications for centuries, and for good reason. The combination of properties it offers is difficult to match with any single alternative material: moderate hardness that resists deformation under load, a low and stable coefficient of friction against steel and cast iron counterfaces, excellent corrosion resistance in wet and chemically active environments, and enough ductility to accommodate edge loading and misalignment without cracking or seizing.
For engineers specifying a custom bronze sliding part, tin bronze occupies a practical middle ground between softer copper alloys that wear too quickly under load and harder materials like phosphor bronze or aluminum bronze that can be aggressive on mating surfaces. When the application involves reciprocating motion, oscillation, or slow continuous sliding under significant contact pressure — conditions that cause polymer bearings to creep and sintered bearings to fatigue — a tin bronze customized slider is frequently the most reliable and long-lived solution available.
The "customized" aspect is important in practice. Standard off-the-shelf bronze bushings and slider plates cover a limited range of geometries. Many real-world applications involve load distribution geometries, mounting features, lubrication grooves, or dimensional envelopes that don't fit standard catalog items. A custom tin bronze slider — machined or cast to the specific dimensions and features the application demands — closes that gap and allows the material's properties to be fully exploited in the actual operating geometry rather than compromised by adapting a standard part to a non-standard situation.
Not all tin bronze is the same material, and the alloy grade selection has direct consequences for the slider's wear performance, machinability, and load capacity. Understanding the main grades helps clarify which specification to request when ordering a custom tin bronze slider.
| Alloy | Tin Content | Key Additives | Best For |
| C90300 (Gun Metal) | 7.5–9% | Zinc, Lead | General purpose sliding, moderate load |
| C90500 (Tin Bronze) | 9–11% | Zinc, Lead | Bushings, sliders, gears under higher load |
| C91100 (High-Tin Bronze) | 14–16% | — | Slow-speed, high-load, tight clearance sliding |
| C91300 (Phosphor Bronze) | 11–13% | Phosphorus | High-wear resistance, fatigue-loaded sliders |
| C83600 (Leaded Red Brass) | 4–6% | Lead, Zinc | Low-load, high-machinability, general sliding |
Phosphor bronze (C91300) stands out for custom slider applications where wear resistance is the primary concern. The addition of phosphorus deoxidizes the alloy during casting and forms hard copper phosphide particles that increase hardness and improve resistance to surface fatigue. In reciprocating slider applications where the sliding surface undergoes millions of cycles, the improved fatigue resistance of phosphor bronze translates directly into longer service intervals compared to standard tin bronze grades. The trade-off is slightly reduced machinability — harder alloys take longer to machine and require sharper tooling — which adds modest cost to the finished custom bronze sliding part.
Lead content in some grades (C90300, C90500, C83600) serves a specific function in sliding applications: lead forms soft inclusions in the microstructure that act as a built-in solid lubricant, reducing friction and protecting the mating surface during momentary loss of fluid lubrication. Leaded tin bronze grades are therefore preferred for applications where lubrication cannot be guaranteed continuously — intermittent operation, grease-lubricated rather than oil-lubricated systems, or applications that may occasionally run dry during startup or emergency conditions. In food processing, medical, or potable water applications where lead contamination is a concern, unleaded grades must be specified regardless of the tribological advantages lead provides.
The application range for tin bronze customized sliders is wide — wherever controlled, low-friction relative motion between surfaces is needed under load, bronze sliding components appear. Understanding the specific demands of each application context helps clarify why custom geometry, rather than standard catalog parts, is often the right answer.
Getting the most out of a custom tin bronze slider requires engineering attention to the design details that directly affect wear rate, load capacity, and service life. These factors should be part of the specification conversation with the manufacturer before the order is placed.
The PV rating — the product of contact pressure (P, in MPa) and sliding velocity (V, in m/s) — is the most widely used parameter for predicting whether a bronze slider will operate within safe limits. Tin bronze alloys have PV limits that vary by grade, lubrication condition, and mating surface finish, but as a working guideline, dry-running tin bronze can typically sustain PV values up to 0.1–0.3 MPa·m/s before surface temperatures rise to levels that cause accelerated wear or seizure. With adequate lubrication, this limit increases substantially — typically 1.0–5.0 MPa·m/s depending on the lubricant and operating temperature. When designing a custom tin bronze slider, calculate the anticipated P and V independently and verify that their product falls within the alloy's rated limit with appropriate safety margin. Designs that operate near the PV limit will have shorter service lives and are more sensitive to lubrication disruptions than those running well below it.
For sliders that operate with oil or grease lubrication, the geometry of lubrication grooves machined into the sliding surface has a significant effect on lubricant distribution and retention across the contact area. Grooves that are too shallow or too narrow cannot carry sufficient lubricant to the contact zone; grooves that are too wide or too deep reduce the effective bearing area and increase contact pressure on the remaining land areas. Standard groove patterns — axial grooves, circumferential grooves for rotary applications, cross-hatched patterns for flat sliders — are well-established starting points. For critical applications or unusual load distributions, hydrodynamic analysis of the groove pattern can reveal whether lubricant is likely to reach the highest-pressure zones of the contact area. Specifying groove geometry explicitly on the custom slider drawing — width, depth, spacing, and position relative to the load zone — ensures the manufacturer produces what the application requires rather than a generic pattern.
The diametral clearance between a bronze slider and its mating shaft or guideway affects both the lubrication film thickness and the positional accuracy of the sliding element. Too tight a clearance risks contact during thermal expansion, lubricant film breakdown, and seizure under load; too loose a clearance allows the slider to rock on its mating surface under load reversal, causing edge loading that accelerates wear at the slider ends. For precision tin bronze slide bearings in machinery applications, diametral clearances of 0.05–0.15% of shaft diameter are typical starting points for hydrodynamic lubrication conditions; tighter clearances may be required where positional accuracy is critical. Always specify the fit tolerance on the custom slider drawing using ISO standard tolerance designations (e.g., H7/f7, H8/e8) to ensure unambiguous communication with the manufacturer and allow post-installation measurement verification.
The surface roughness of the bronze sliding face affects initial wear-in behavior, lubricant film formation, and steady-state friction. Surfaces that are too rough cause abrasive wear during the run-in period as asperities on both mating surfaces are plastically deformed and removed; surfaces that are too smooth may not retain sufficient lubricant in the valleys between asperities to prevent adhesive wear under boundary lubrication conditions. For most tin bronze custom sliders in lubricated sliding applications, a finished sliding surface of Ra 0.4–1.6 μm is appropriate — smooth enough to support a lubricant film but not so smooth that it becomes adhesive prone. For dry or marginally lubricated applications where graphite plug inserts are used, a slightly rougher surface (Ra 1.6–3.2 μm) provides better mechanical retention of the solid lubricant material released from the plugs.

Custom tin bronze sliders can be produced by several manufacturing routes, and the choice between them affects both the material properties of the finished part and the achievable dimensional precision. Understanding the options helps buyers ask the right questions and evaluate supplier capabilities accurately.
For most precision custom bronze sliding parts, CNC machining from continuously cast bar or tube stock is the preferred manufacturing route. Continuous casting produces tin bronze with a fine, uniform grain structure and minimal porosity compared to sand casting — both properties that contribute to better wear performance and more consistent dimensional results during machining. The starting material is available in a wide range of standard diameters and wall thicknesses, and most custom slider geometries can be machined efficiently from the nearest appropriate stock size. CNC turning and milling allows bore tolerances of IT6–IT7 and surface finishes of Ra 0.4–0.8 μm to be achieved routinely. For one-off or small batch custom orders, machining from stock is also the fastest route — no tooling lead time, no minimum order quantity, and first-part delivery possible within days for straightforward geometries.
When the custom tin bronze slider has internal passages, non-cylindrical external geometry, integrated flanges in configurations that would require excessive material removal from bar stock, or external dimensions too large for available bar stock, casting becomes the more practical route. Sand casting is the most accessible process for custom bronze components — pattern costs are moderate, alloy options are wide, and part sizes can range from small brackets to large bearing blocks weighing hundreds of kilograms. Investment casting (lost-wax casting) offers significantly better dimensional accuracy and surface finish than sand casting, at higher pattern cost, and is appropriate for complex precision shapes where post-cast machining should be minimized. In all cast tin bronze sliders, critical sliding surfaces should be specified as machined-after-casting to ensure the surface layer, which may contain casting skin inclusions or shrinkage porosity, is removed and the final surface is produced from sound, dense material.
Self-lubricating tin bronze sliders — where graphite or PTFE plugs are press-fitted into holes machined into the bronze body — are a specialized but important variant for applications where continuous external lubrication is impractical. The solid lubricant plugs transfer a thin film of graphite or PTFE to the mating surface during sliding, maintaining boundary lubrication even when no liquid lubricant is present. Plug diameter, depth, spacing, and area coverage as a percentage of the sliding face are all design parameters that affect self-lubricating performance — too few plugs and the lubricant film is discontinuous; too many and the effective bronze bearing area is reduced below what the load requires. Graphite plug insertion is a manufacturing step that requires controlled press-fit force to ensure the plugs are retained under the sliding surface stresses they will experience in service. A custom bronze slider manufacturer experienced in self-lubricating designs will have standard plug geometries and coverage patterns optimized for different load and speed conditions, which represents genuine application engineering value beyond basic machining capability.
A complete specification for a custom tin bronze slider prevents miscommunication between buyer and manufacturer, eliminates the most common causes of non-conforming parts, and provides the documentation needed for quality verification on delivery. At minimum, the specification should include:
The custom tin bronze slider market includes suppliers ranging from precision machine shops with deep metallurgical knowledge to general contract manufacturers who treat bronze as just another workpiece material. For sliding applications where performance and service life matter, the difference between these supplier types is significant.
A specialist bronze slider manufacturer will stock a range of alloy grades in bar, tube, and plate form, understand the tribological differences between them, and be able to advise on alloy selection based on the application's load, speed, lubrication, and environmental conditions. They will have experience with lubrication groove design, graphite plug insertion, and the dimensional requirements specific to sliding fit applications. They will also understand why the surface finish on a sliding bore is specified differently from a structural bore — not just as a number on a drawing, but in terms of the machining process required to achieve it consistently.
When evaluating suppliers for a custom bronze sliding part order, ask specifically about their experience with similar applications, request examples of comparable parts they have produced, and ask whether they can provide material test certificates from the specific material lot used for your order. Suppliers who can engage substantively on these questions — rather than simply quoting a price against the drawing — are the ones most likely to produce a finished part that performs as the application requires rather than one that merely conforms to the drawing dimensions.
This copper-based oil drain ring is made from high-quality tin bronze through precise processing. It...
The Bronze-Steel Spherical Bushing is made of 42CrM04 alloy steel and high-strength brass, offering ...

This straight sleeve is made of aluminum bronze alloy as the base material. According to customer re...

The octagonal bushing made of CuSn6Zn6Pb3 (tin bronze) and graphite precision machining is a self-lu...

This copper-based gear nut is a high-performance component. It is precisely machined from high-quali...

Copyright © 2025 Jiashan Tocree Machinery Co., Ltd. All Rights Reserved.
Customized Copper Alloys Machinery Parts
