 English
English 中文简体
中文简体 Deutsch
Deutsch عربى
عربىFor any questions and feedback from customers, we will reply patiently and meticulously.
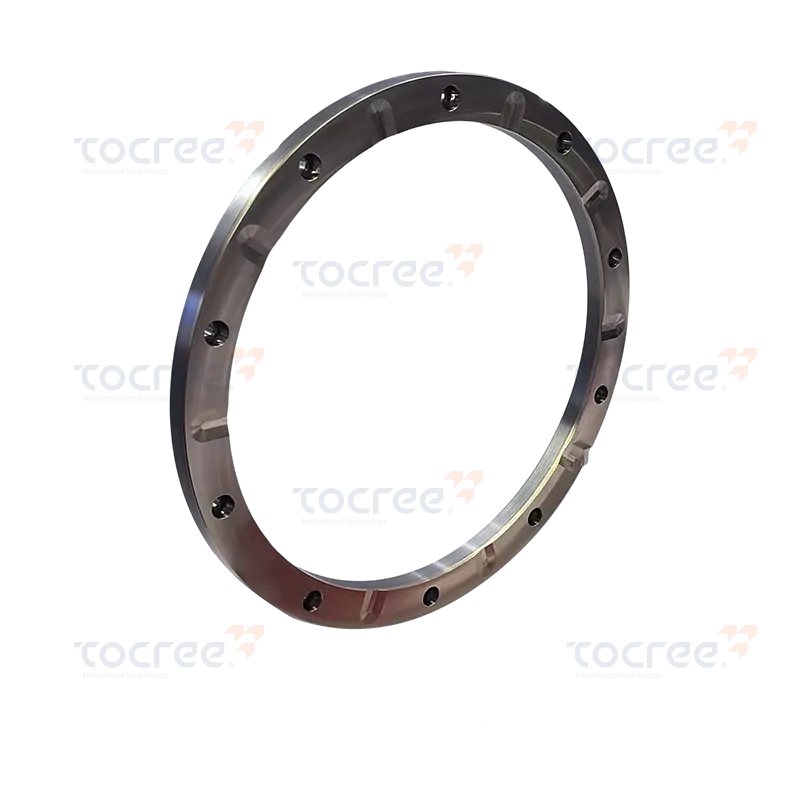
Material structure: Cast aluminum brass CuZn25Al6Fe3Mn3, with graphite insert. Application features:...
A copper alloy curved slider — also referred to as a bronze arc slider, curved sliding block, or arc-profile wear pad — is a precision friction component machined from a copper-based alloy and profiled with a curved or arc-shaped sliding surface. Unlike flat linear gibs or straight wear plates, the curved geometry allows the component to accommodate rotational, pivoting, or arc-path motion while maintaining full surface contact and a consistent friction interface throughout the range of movement. This geometry makes the copper alloy arc slider the component of choice wherever a machine axis, linkage, mold mechanism, or structural joint must guide motion along a defined radius rather than a straight line.
The choice of copper alloy as the base material is deliberate and technically grounded. Copper-based alloys — particularly aluminum bronzes, tin bronzes, and manganese bronzes — combine a unique set of properties that no ferrous or polymeric material matches at the intersection of load capacity, thermal conductivity, corrosion resistance, and tribological performance. The material's natural lubricity against steel counterfaces, its ability to embed fine abrasive particles harmlessly rather than allow them to score the mating surface, and its tolerance for marginal or intermittent lubrication conditions make it the benchmark material for precision sliding components in demanding industrial environments.
The functional difference between a flat sliding surface and a curved sliding surface goes beyond geometry. When a slider moves along an arc path, the contact mechanics, pressure distribution, and lubrication film behavior all change in ways that affect both performance and wear life.
In a flat linear slider, the contact pressure is relatively uniform across the pad face provided the component is correctly aligned and adequately supported. In a copper alloy curved slider operating along an arc track or bore, the contact is conforming — the slider's convex or concave surface matches the corresponding radius of the mating track or housing. Conforming contact distributes the applied load across the full contact arc, dramatically reducing peak contact stress compared to the edge-loaded or point-contact conditions that arise when a non-profiled component is forced into arc-path motion. Lower peak stress translates directly into longer wear life, reduced friction, and reduced risk of surface fatigue or galling at the interface.
The curved geometry also affects hydrodynamic lubrication behavior. As the slider moves through its arc, it generates a wedge-shaped film of lubricant in the converging gap ahead of the motion direction — the same mechanism that generates the oil film in a hydrodynamic plain bearing. This self-pressurizing film reduces metal-to-metal contact and, in continuously moving applications, can maintain a full fluid film separation between the slider and its mating surface even at moderate operating speeds. For copper alloy curved sliders in injection mold slides, forging press guideways, and precision tooling, this behavior explains why correctly designed components often survive far longer than their calculated theoretical wear life would suggest.
Not all copper alloys deliver equivalent performance in curved slider applications. The loading conditions, mating surface material, operating temperature, lubrication regime, and presence of corrosive media all influence which alloy family and specific grade will perform best. The following grades dominate curved slider production in industrial tooling and machinery applications.
Aluminum bronze containing approximately 9–11% aluminum with iron, nickel, and manganese additions is the workhorse alloy for high-performance copper alloy curved sliders in heavy-duty applications. The aluminum-rich kappa phase distributed through the copper matrix provides exceptional hardness (typical Brinell hardness 170–190 HB in cast form, up to 220 HB after heat treatment) alongside outstanding wear resistance and corrosion resistance. C95400 (the UNS designation) and its Chinese equivalent QAl9-4-4-2 deliver tensile strengths of 620–690 MPa and compressive yield strengths exceeding 250 MPa — capacity that makes them suitable for the high contact stresses encountered in forging press guidance, hydraulic cylinder rod bearings, and heavy mold tooling slides. Aluminum bronze curved sliders maintain their strength and hardness at temperatures up to 500°C, making them the only conventional copper alloy suitable for operations exceeding 250°C. Their one limitation is tribological: aluminum bronzes require reliable lubrication and a hardened mating surface (minimum 300–400 HBN) because they lack the natural embeddability and anti-seizure properties of tin and leaded bronzes.
Tin bronze — typically containing 6–8% tin with zinc and lead additions — is the general-purpose copper alloy for curved slider applications where the load is moderate, speeds are variable, and some tolerance for marginal lubrication is needed. The dispersed lead phase in leaded tin bronze (the most common commercial grade) functions as a solid lubricant — under conditions of inadequate oil film, the lead smears across the contact surface, preventing metal-to-metal seizure and bridging short lubrication interruptions without damage. This "embeddability" also allows fine abrasive particles that enter the contact zone to be absorbed into the soft matrix rather than scoring the mating surface. Tin bronze curved sliders are the standard choice for injection molding slide mechanisms, cam followers, general machinery gibs, and any application combining moderate contact pressures with the possibility of dry or boundary lubrication conditions. Typical hardness is 60–75 HB and tensile strength 240–280 MPa — appropriate for most tooling and general industrial applications but insufficient for the highest contact stress environments served by aluminum bronze.
Manganese bronze is a high-strength copper-zinc alloy with aluminum, manganese, iron, and sometimes nickel additions that produce tensile strengths of 760–900 MPa and hardnesses of 200–230 HB. This positions it between aluminum bronze and tin bronze in the sliding performance spectrum — stronger than tin bronze but with better anti-seizure characteristics than standard aluminum bronze grades. Manganese bronze curved sliders are used in port and crane machinery, construction equipment pivot points, marine hardware, and heavy-vehicle steering components where both structural load-bearing capacity and curved arc-path motion guidance are required simultaneously. Lead-free versions using the designation CuZn25Al5Mn4Fe3 (compliant with RoHS and REACH) are increasingly specified in European and North American markets.
Phosphor bronze — tin bronze with phosphorus additions that deoxidize the melt and improve casting quality — is used in curved slider applications requiring high fatigue resistance and consistent friction coefficient over extended service cycles. The phosphorus refines the grain structure and increases the elastic limit of the alloy, which is particularly valuable in applications with oscillating (rather than continuous) arc motion where the slider reverses direction repeatedly under load. Typical applications include instrument mechanisms, valve seats, and precision tooling components where dimensional stability under cyclic loading matters more than maximum load capacity.
| Property | Aluminum Bronze C95400 | Tin Bronze C93200 | Manganese Bronze C86300 | Phosphor Bronze C54400 |
|---|---|---|---|---|
| Hardness (HB) | 170–220 | 60–75 | 200–230 | 80–100 |
| Tensile strength (MPa) | 620–690 | 240–280 | 760–900 | 310–380 |
| Max service temp. | 500°C | 250°C | 300°C | 200°C |
| Anti-seizure properties | Moderate (needs reliable lube) | Excellent (lead phase) | Good | Good |
| Corrosion resistance | Excellent | Good | Good | Good |
| Self-lubricating version | Yes (graphite plug) | Yes (oil-impregnated) | Limited | Yes (sintered) |
| Lead-free grade available | Yes | Limited (Bi substitute) | Yes | Yes |
| Primary applications | Heavy molds, forging press, marine, high-temp | Injection mold slides, general tooling, cam followers | Port machinery, construction, marine hardware | Precision tooling, oscillating mechanisms, instruments |
One of the most practically important developments in copper alloy curved slider technology is the integration of solid lubricant into the slider body itself, producing a component that provides its own lubrication throughout service life without dependence on an external oil or grease supply. Self-lubricating curved bronze sliders are manufactured by drilling or casting a pattern of holes or channels into the sliding face and pressing solid lubricant material — most commonly graphite, but also PTFE, molybdenum disulfide (MoS₂), or combinations thereof — into these reservoirs.
The design principle is critical: the lubricant reservoir holes must be positioned so that as the slider moves through its arc, every point on the mating surface passes over at least one lubricant pocket during a single complete stroke. This ensures that the entire contact zone receives a continuous, thin lubricant film deposited directly by the graphite or PTFE at the moment of contact. In a well-designed self-lubricating curved slider, this mechanism maintains boundary lubrication conditions across the full contact face even during extended operation without any external lubrication event, making them the standard specification for:
The lubricant plug pattern density and diameter are engineered for the specific application — high-speed mechanisms with short strokes need a denser plug pattern than slow-moving components with long travel. A common standard pattern for aluminum bronze curved slider wear plates uses 8 mm diameter graphite plugs at 30–40 mm center spacing, arranged in a staggered grid to ensure continuous lubricant coverage across the sliding face at any position within the arc range of motion.

The curved arc geometry combined with copper alloy's tribological properties creates a component that solves specific engineering problems across a wide range of industries. The following applications represent the highest-volume and most demanding use cases.
Injection molds and die casting tools use angular or curved slider mechanisms as core-pulling systems to form undercut features in plastic or metal parts that cannot be ejected from a straight-pull mold. When the mold opens, these sliders — often called "side actions" — must travel along a defined arc or angled path to retract the forming core before the part can be ejected. Copper alloy curved sliders in this context serve as the wear surface between the moving slide block and its guideway in the mold base. The high thermal conductivity of aluminum bronze and tin bronze — up to 10 times higher than tool steel — makes them particularly valuable here: the slider draws heat rapidly out of the tooling, reducing cycle time and preventing hot spots in areas where cooling water cannot reach. AMPCO-18 (an aluminum bronze alloy) is one of the commercially specified grades used for injection mold slider wear plates precisely for this combination of sliding properties and thermal performance.
The ram or slide of a forging press or stamping press must travel with high precision along a guided path to maintain accurate alignment between the upper and lower die halves. In presses using arc-path or eccentric drive mechanisms, the press slide guidance system incorporates curved bronze wear plates or arc-profile gibs to accommodate the slight rotational component of the ram's motion as the eccentric drives through its working cycle. Manganese bronze and aluminum bronze curved gibs are the standard materials for press slide guideways in high-tonnage presses, where contact pressures can reach 15–25 MPa and the guidance system must maintain sub-0.05 mm alignment accuracy through millions of press cycles.
Excavator booms, crane jibs, loader arms, and hydraulic cylinder mounting points all involve pivot joints that rotate through a defined arc under heavy, often shock-loaded, operating conditions. Copper alloy curved sliders in these joints — typically in the form of half-shell arc liners or sector-shaped wear pads — distribute the pivot load across the full arc of contact and provide the low-friction, wear-resistant surface needed to maintain joint clearances within specification through years of field operation in abrasive, often wet environments. The excellent corrosion resistance of aluminum bronze makes it the dominant alloy choice for outdoor construction and marine pivot joint applications.
Axial piston hydraulic pumps and motors use curved bronze sliders — often called slipper pads or retainer plates — to guide the reciprocating pistons across the valve plate and maintain the hydrostatic film that seals each piston's pressure chamber. The curved profile of these components matches the cylinder block bore radius, ensuring conforming contact and even pressure distribution across the full operating angle. Tin bronze and phosphor bronze grades are commonly used for these precision hydraulic sliding components due to their excellent dimensional stability, resistance to hydraulic fluid attack, and predictable friction behavior over wide pressure and temperature ranges.
Large-span bridges, stadium roofs, and industrial buildings use curved expansion bearing assemblies to allow thermal expansion and seismic movement while transmitting vertical loads to the substructure. Bronze arc sliding plates in these bearings — typically tin bronze or aluminum bronze depending on load magnitude and corrosion exposure — provide the low-friction curved sliding surface that accommodates the rotational and translational movements the structure experiences. These components may remain in service for 30–50 years with minimal maintenance, which makes the inherent corrosion resistance and durability of copper alloys particularly valuable in this application.
Specifying a copper alloy curved slider for a new application or replacement involves defining several interdependent parameters. Getting these right in the specification stage prevents the geometry and material mismatches that cause premature wear or incorrect fit in the assembly.
Copper alloy curved sliders are designed as wear-replacement components — they are the sacrificial wear element in the assembly, intended to protect the more expensive mating surfaces from wear and to be replaced when worn beyond their service limit. Managing this correctly requires knowing the wear indicators, replacement criteria, and how to extend service intervals through correct maintenance practice.
Wear in a copper alloy curved slider is most readily monitored by measuring the assembly clearance between the slider and its mating guideway or bore at defined intervals. New installations typically have a design clearance of 0.02–0.08 mm for precision tooling applications and 0.05–0.20 mm for general machinery. When this clearance has increased by a defined multiple of the initial value — commonly 3–5 times the initial clearance is used as the replacement trigger in precision tooling — the arc path guidance accuracy has degraded to a level that affects part quality or die alignment. In heavy machinery applications, the criterion is often the onset of detectable backlash or rattling in the joint under load reversal.
Visual inspection of the sliding face provides additional information: uniform, polished wear across the entire arc face indicates good contact distribution and correct alignment. Concentrated wear at the edges or at specific angular positions indicates misalignment, overloading in a portion of the arc range, or incorrect arc radius match between slider and guideway — conditions that shorten service life and should be investigated and corrected at the time of replacement, not accepted as normal.
For externally lubricated copper alloy curved sliders, the lubrication interval depends on the operating conditions: load, speed, temperature, and contamination level. A general starting point for grease-lubricated curved bronze sliders in industrial machinery is relubrication every 100–250 operating hours under normal conditions, reducing to every 40–80 hours in high-load, dusty, or wet environments. The preferred lubricant for most copper alloy curved sliders is an EP (extreme pressure) grease with lithium complex thickener, NLGI Grade 2, containing 3–5% molybdenum disulfide or graphite as a solid lubricant additive. Oil lubrication is preferred in applications with continuous motion where an oil film can be maintained — ISO VG 68 to ISO VG 220 depending on operating speed and temperature. Avoid lubricants containing chlorinated EP additives on copper alloy sliders, as chlorine attacks copper-tin and copper-zinc alloys and causes accelerated corrosion of the sliding surface.

Material structure: Cast aluminum brass CuZn25Al6Fe3Mn3, with graphite insert. Application features:...

The Copper alloy curved slider is made of high-performance tin bronze as the base material and is ca...

The Bronze-Steel Flanged Bushing combines the benefits of SCM435 alloy steel and high-strength brass...
The Copper-Steel Bimetal Thrust Plate is a high-performance component designed for demanding mechani...

This copper bushing is precisely manufactured from high-quality tin bronze as the base material. It ...

Copper alloy turbines are indispensable components in modern mechanical and energy systems. The matc...
Copyright © 2025 Jiashan Tocree Machinery Co., Ltd. All Rights Reserved.
Customized Copper Alloys Machinery Parts
